

leverera rostfria svetselektroder aws e308 e308l
Egenskaper och tillämpningar
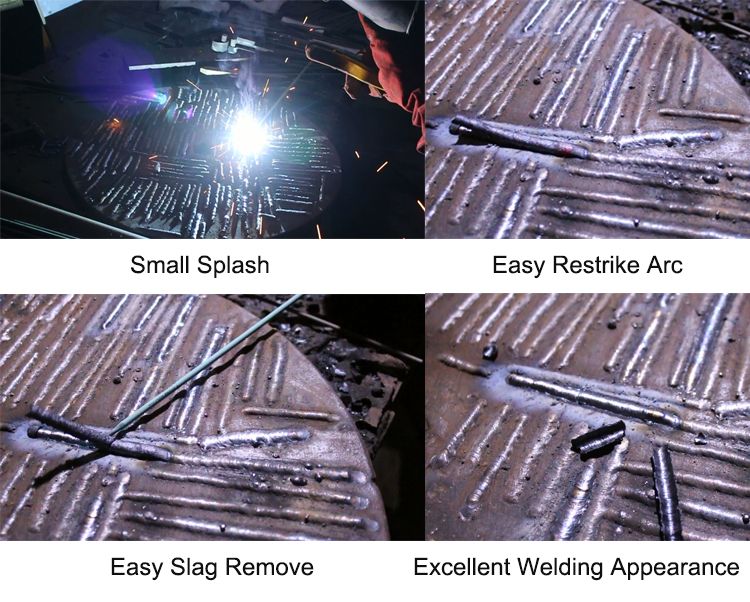
TheweldmetalofE308/308Lisa19Cr-10Ni austenitmikrostruktur som innehåller begränsadō ferrit.Utmärkta prestanda inslagsläpp, svetssträngsutseende, svetsbarhet, korrosionsbeständighet vid hög temperatur är alla tillgängliga.Den är lämplig för svetsning av AlS1-304 stål, AlSI-301 stål och AISI-302 stål i alla lägen.
Rätt basmetall för E308/308L: rostfri tunnplåt, båge, rör, sömlöst rör, termiskt rör, tryckkärlsplatta, stålstång, smedja.
Anmärkningar om användning
1. Rensa upp föroreningarna på basmetallspåret och passera för att passera med en borste av rostfritt stål
2. Att bibehålla kort båglängd som möjligt rekommenderas starkt.Vid svetsning med vävmetoden bör rörelseområdet kontrolleras inom 2,5 gånger från trådens diameter.
3. Torka elektroderna vid 250~300 ℃ i 60 minuter före användning.Ta ut förbrukningsvaror för halvdagsförbrukning och håll i miljön vid 100~150 ℃ under svetsningsprocessen
4.Använd lägre ström för att förhindra sprickbildning och minimera utspädning av basmetall.
Beskrivning
| Modell | GB | AWS | Diameter (mm) | Typ av beläggning | Nuvarande | Används |
| CB-A102 | E308-16 | E308-16 | 2,5-5,0 | Typ av kalk-titan | DC | Används för svetsning av korrosionsbeständiga0cR19Ni9 och 0Cr19Ni11Ti rostfria stålkonstruktioner under 300︒C |
Kemisk sammansättning av avsatt metall (%)
| C | Mn | Si | S | P | Cr | Ni |
| ≤0,02 | 0,85 | 0,70 | 0,030 | 0,010 | 19.3 | 9.5 |
Mekaniska egenskaper hos deponerad metall
| Draghållfasthet (Mpa) | Förlängning(%) |
| 570 | 45 |
Förpackning


Vår fabrik


Utställning








Vår certifiering









